Simulation of Commercial Mixing Processes to Determine Impact on Drug Product and Potential Particle Aggregation for Softgel Manufacturing, by Colleen Spiegel, Ph.D., Keith Tanner
Posted on September 11, 2014
PURPOSE
The purpose of this study was to create a mixing model for the design and scale-up of a new mixing system for a high temperature, suspension-based fill material that will be encapsulated into a softgel. The new mixing model determines the ideal mixing design and process parameters to predict particle distribution, mixing speeds, and particle aggregation in order to understand the potential impact on product homogeneity.

Summary of Particle Sizes
Particle Type: HPMC

Settling Velocity

Impeller Tip Speed
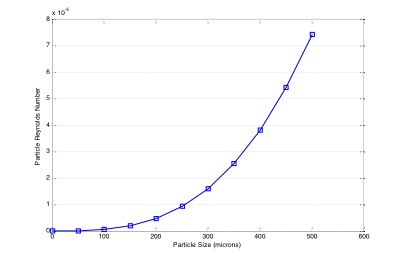
Particle Reynolds Number

Just Suspension Speed



Model Comparison in Fluent and Chemineer
METHODS
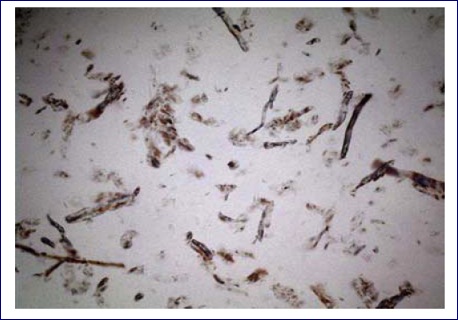
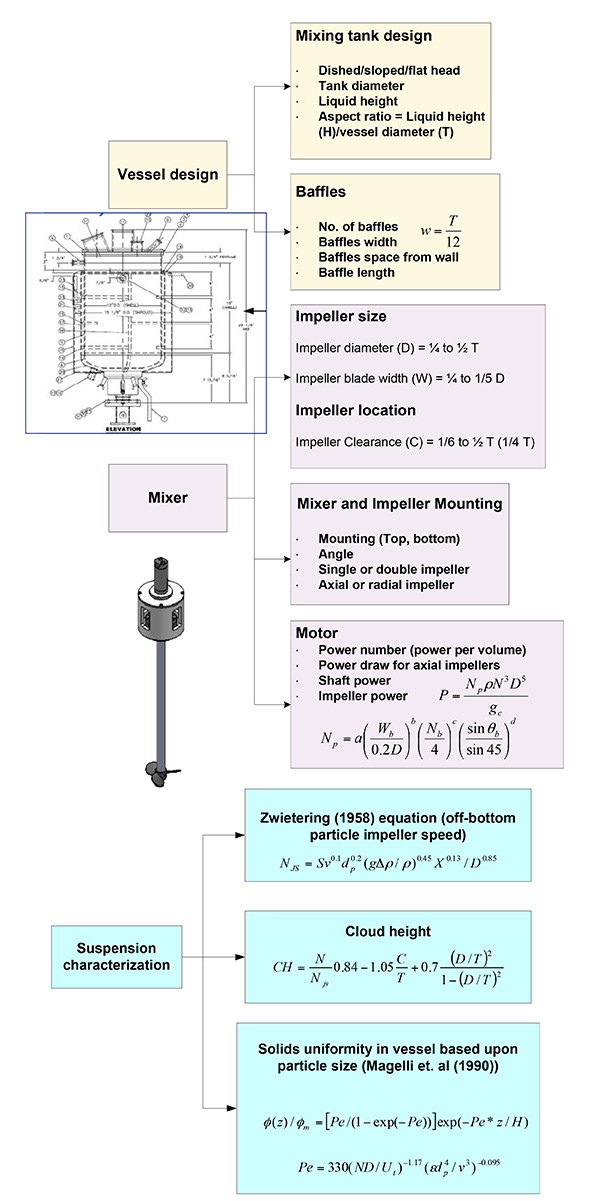
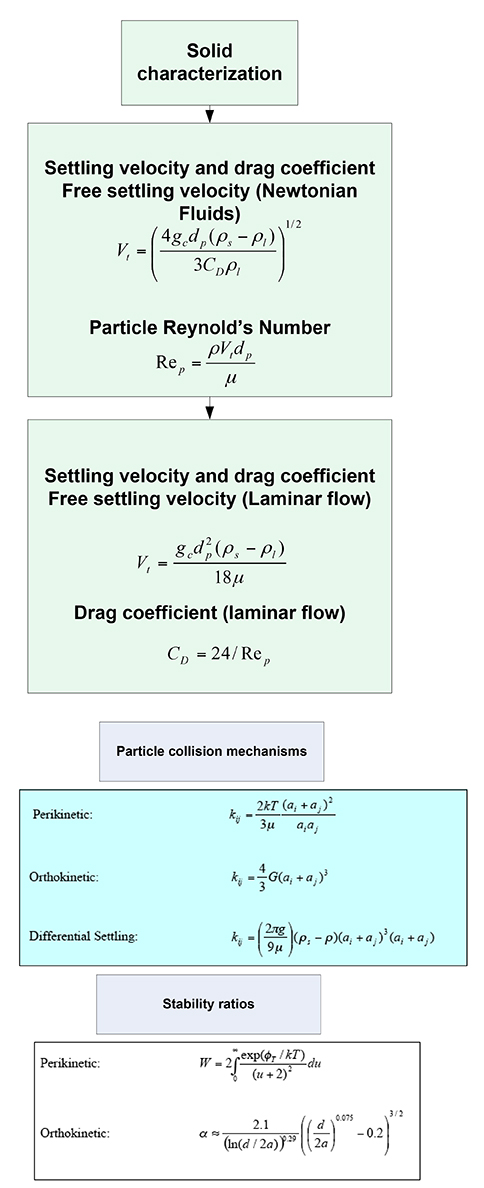
A Matlab-based program was developed to analyze tank and impeller geometry, solid and liquid properties, and predict particle sizes to insure homogenous distribution of API in each softgel. A combination of Reynolds numbers, shear rates, and empirical relations were used to characterize the fill material. The particle sizes, total interaction energy, transport limited rate constants, and drag coefficients were used to predict the solids distribution in the vessel in a population balance framework. The actual particle size range for the fill material was from 2.4 to 517 microns, with an average particle size of 42.8 microns.

RESULTS
The results of the study showed that the fill material could be treated as a single phase instead of two phases with certain fluid mixing velocities throughout the vessel. The simulation showed that moderate mixing speeds (350 – 525 RPM) were adequate for suspending 99.99% of the particles with minimal particle aggregation. The liquid flow was in the transitional/turbulent regime, while the particles were in the laminar flow regime. The model predicted that the majority of the particles settle at approximately 0.4 mm/min.

Impeller Reynolds Number

Solids Ditribution based upon liquid height

Solids distribution in Vessel
CONCLUSIONS
Simulation of mixing systems can provide insight into mixing phenomena that cannot be visually observed. It can be used to determine optimal states of mixing to ensure that low energy is used for APIs. The model shows that the mixing force is adequate to counteract Brownian motion (van der waals forces), orthokinetic aggregation (due to mixing) and differential settling (due to gravity). This type of simulation can be used to determine mixing equipment design, speed ranges, and particle aggregation which aids in the development of scale-up or scale-down of softgel manufacturing processes.
References
1] Walas, Stanley M. Chemical Process Equipment: Selection and Design. Butterworth-Heinemann, Stoneham, MA, 1990.
[2] Tatterson, Gary B. Scaleup and Design of Industrial Mixing Processes. 2nd edition. 2003.
[3] Paul, Edward L., Atiemo- Obeng, Victor A. and Suzanne Kresta. Handbook of Industrial Mixing: Science and Practice. New Jersey: John Wiley & Sons, 2004.
[4] Vitez, Imre. Particle Size Image Analysis by Optical Light Microscopy of Mineral Oil/ HPMC Preparations. Preformulation Data Summary Report, Catalent, NJ. September 02, 2010.
[5] Albright, Lyle Frederick ed. Albright’s Chemical Engineering Handbook.
[6] Harnby, N., M.F. Edwards, and A.W. Nienow. Mixing in the Process industries. 2nd ed.
[7] Tatterson, Gary B. Fluid Mixing and Gas Dispersion in agitated tanks. McGraw-Hill, New York, 1991.
[8] Ulbrecht, Jaromir J. and Gary patterson. Mixing of Liquids by Mechanical Agitation. Volume 1. Gordon and breach Science Publishers S.A. New York, 1985.
[9] Elimelech, M, J. Gregory, X. Jia, and R. Wiliams. Particle Deposition and Aggregation: Measurement, Modeling and Simulation. Butterworth-Heinemann, Ltd, Oxford, 1995.
[10] O’Brien, Colleen S. A Mathematical Model for Colloidal Aggregation. University of South Florida Masters Thesis, 2003.
To Learn more, go to: http://www.catalent.com/index.php
Related Topics and Keywords
Catalent, drug delivery, manufacturing, Mixing, Particle Aggregation, Softgel, softgel manufacturing
Subscribe to our FREE newsletter and WEBINAR UPDATES
We will not sell or give your information to a third party. See our Privacy Policy