Efficient, high-titer monoclonal antibody production in a fed-batch process using singleuse stirred-tank and rocking bioreactor systems
Posted on November 6, 2014
This application note shows the feasibility of monoclonal antibody (MAb) production in fed-batch processes using the single-use Xcellerex™ XDR-200 stirred-tank and ReadyToProcess WAVE™ 25 rocking bioreactor systems. Cell expansion was performed in a 15 L rocking bioreactor culture to seed a 200 L stirred-tank bioreactor culture. To compare the performance of ReadyToProcess WAVE 25 with that of XDR-200, 7 L of the 200 L culture was transferred to a parallel ReadyToProcess WAVE 25 system to a total culture volume of 10 L. MAb yields from the parallel productions were 5.0 and 4.9 g/L for XDR-200 and ReadyToProcess WAVE 25, respectively. The metabolite profiles were very similar in both bioreactor cultures. Together, the ReadyToProcess WAVE 25 and Xcellerex XDR bioreactor systems provide a powerful solution for robust, scalable production of recombinant proteins in a singleuse format. In addition, the ReadyToProcess WAVE 25 is a versatile tool that can be used for both seed-train applications and process development.
Introduction
The XDR-200 system is part of the Xcellerex bioreactor platform, with systems ranging from 10 L to 2000 L maximum cultivation volume. The platform offers the benefits of single-use technology and stirred-tank design in a modular, turnkey bioreactor format developed to meet the requirements in a GMP manufacturing environment.
The ReadyToProcess WAVE 25 rocking bioreactor system is designed for fast installation and convenient handling, and delivers a reliable and accurate performance in scales up to 25 L. The system is suitable for process development, in research applications, seed trains, and small-scale production.
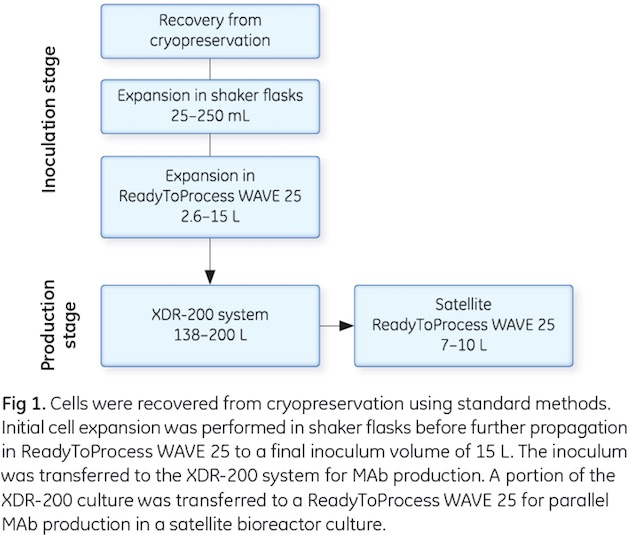
This application note demonstrates the use of ReadyToProcess WAVE 25 as a seed-train bioreactor and compares the performance of XDR-200 and ReadyToProcess WAVE 25 systems in MAb production using a CHO DG44 cell line cultured in ActiCHO™ Media System. The experimental layout is shown in Figure 1.
Materials and methods
Recovery of cryopreserved cells and inoculum expansion
CHO DG44 cells (licensed from Cellca GmbH, Laupheim, Germany) were recovered from cryopreservation according to a standard protocol and subcultured every third to fourth day. For inoculum expansion, ReadyToProcess WAVE 25 was used with operating parameters and conditions as listed in Table 1. The bioreactor system was operated in two steps: first at a low volume (2.6 L) and after three days at 15 L by addition of fresh medium.

Production-stage cell cultures
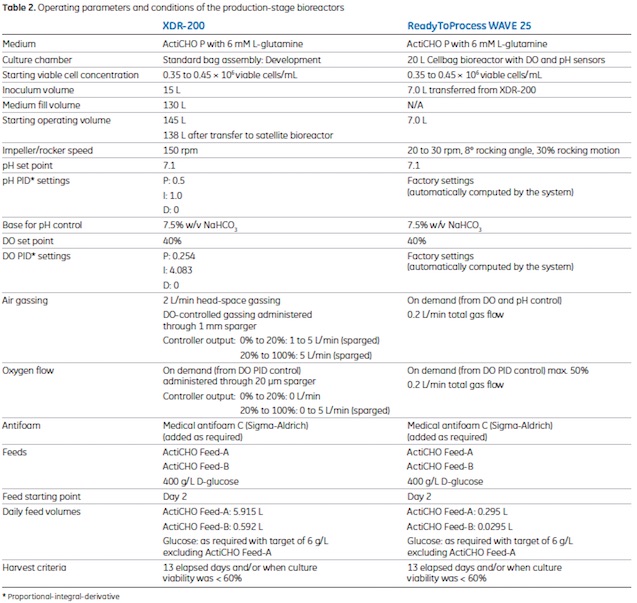
The entire 15 L inoculum culture was aseptically transferred from ReadyToProcess WAVE 25 to the XDR-200 bioreactor system using a peristaltic pump (600 series pump, Watson- Marlow). After medium fill and inoculation to a total volume of 145 L, 7 L of the inoculated culture was transferred back to a ReadyToProcess WAVE 25 system, run as a satellite MAb production bioreactor. Operating parameters and conditions for the production bioreactors are listed in Table 2.
Analytical methods
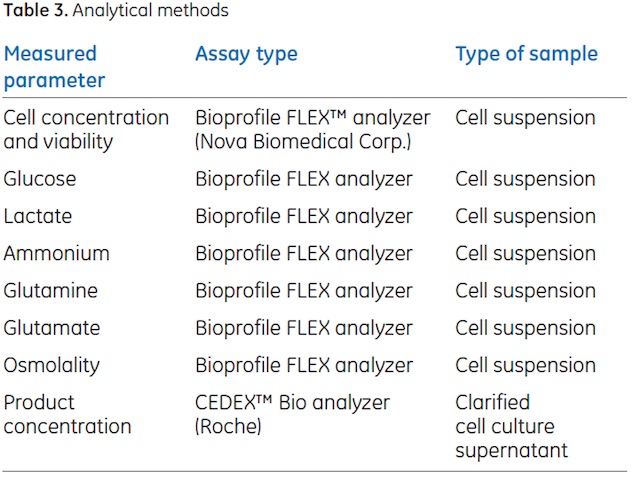
Analytical methods used are listed in Table 3.
Results and discussion
Cell expansion for inoculum
After recovery and expansion of the CHO DG44 cell line in shaker flasks, the culture was transferred to a 50 L Cellbag bioreactor in ReadyToProcess WAVE 25. The bioreactor was inflated with a 7.5% CO2 air mixture and inoculated at a cell density of 0.3 Å~ 106 cells/mL in a total volume of 2.56 L. After approximately 72 h, the culture was expanded to 15 L by pump addition of production medium using ReadyToProcess Pump 25 and the Feed addition function of ReadyToProcess WAVE 25. Gassing and pH control were started at a set point of 7.0 (no base control). Cell growth and viability is shown in Figure 2. Online measurements of bioreactor weight, DO, and pH are shown in Figures 3 and 4. After another 48 h, the entire inoculum volume was transferred to the XDR-200 bioreactor at a viable cell concentration of 3.25 Å~ 106 cells/mL.



XDR-200 bioreactor culture
One day prior to inoculation, the XDR-200 bioreactor was filled with 130 L production medium and was allowed to equilibrate to 37ÅãC and pH 7.1. The bioreactor was inoculated with the entire volume of the ReadyToProcess WAVE 25 seed culture (15 L) to a final cell density of 0.38 Å~ 106 cells/mL. The volume in the XDR-200 bioreactor after inoculation was 145 L, giving approximately a 10-fold volume expansion of the inoculum.
After equilibration, 7 L of the culture was transferred from the XDR-200 bioreactor culture into a satellite ReadyToProcess WAVE 25 bioreactor culture giving a XDR-200 culture volume of 138 L. The final volumes at harvest after daily feedadditions were calculated to be approximately 200 L for XDR‑200 and 10 L for ReadyToProcess WAVE 25.
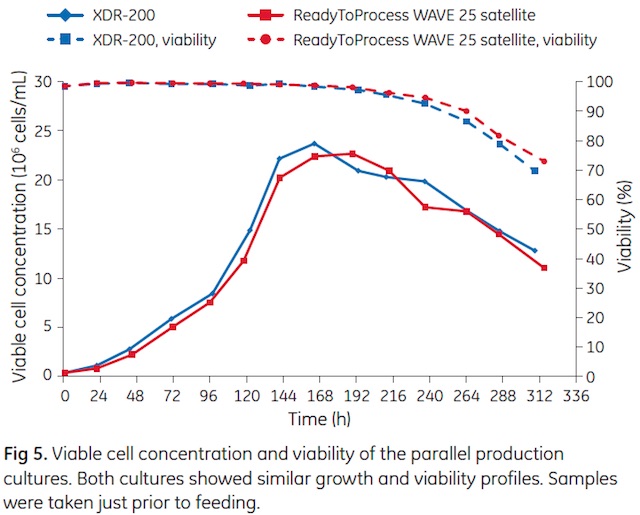
As shown in Table 4 and Figure 5, both cultures exhibited very similar growth profiles, with three distinct growth phases: an initial rapid growth phase for the first approximate 72 h; followed by a slower growth phase; and after approximately 144 h, a plateau and death phase with decreasing viability until harvest. The cultures were harvested with a viability of 65.3% to 73.0%. Both cultures exhibited similar productivity (Figure 6 and Table 4).


Both cultures exhibited an initial fast increase in lactate concentration during the exponential growth phase, followed by a reduction in the slower growth phase, and with constant low residual concentrations after the maximum cell concentration was reached and until harvest (Fig 7).

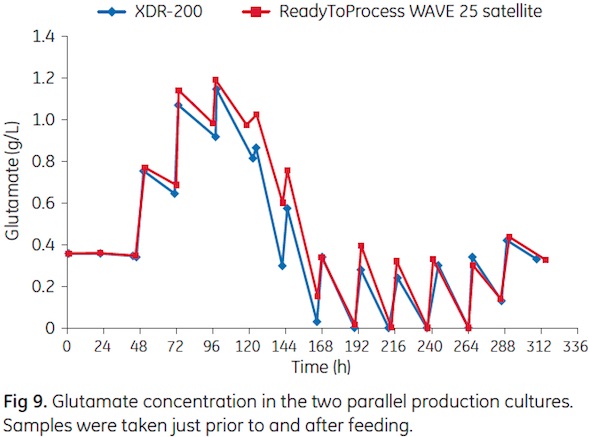
Also the ammonium concentration profiles were similar for both cultures (Fig 8). After an initial rapid increase during the first approximate 48 h, concentrations steadily decreased until approximately 120 h of culturing, after which the ammonium concentrations increased again until time of harvest. The variability in ammonium production and consumption at different time points during the cultures can be associated with glutamine synthetase activity and with the varying metabolic rates of glutamine and other amino acids during the cell cycle. For example, there is a clear shift in metabolism around 72 h, where the lactate production rate slowed down and the glutamine production rate increased. This time point is when cells shift from fast growth rates, with a high level of glycolysis and high glutamine consumption, to lower growth rates and a higher energy production in the tricarboxylic acid (TCA) cycle. As glutamine is produced from glutamate and ammonium by the enzyme glutamine synthetase, these three compounds are closely linked, which is also reflected in Figures 9 and 10. Glutamate was supplied in the feeds, whereas glutamine was only available in the base medium.


Osmolality was measured both before and after each feed addition. Mainly due to an increase in amino acid concentration, osmolality was increased by each feed addition (Fig 11). As amino acids were consumed, osmolality also dropped. However, as salts were also supplied in the feed and base additions, osmolality gradually increased during culture. In addition, unconsumed nutrients also contribute to the increase in osmolality.

The partial carbon dioxide pressure (pCO2 ) profiles of the cultures are shown in Figure 12. As lactate is produced in the early stage of the culture, pCO2 decreased to maintain pH and oppositely increases as lactate concentrations are lowered and basic components in the feeds and base control is added.

Conclusion
The results show that the ReadyToProcess WAVE 25 can be used for both seed culturing and process development purposes. The culture results were shown to be comparable between ReadyToProcess WAVE 25 and XDR-200. Both bioreactor cultures exhibited similar cell growth and viability, metabolite content, and MAb productivity, with yields of 5.0 and 4.9 g/L for XDR-200 and ReadyToProcess WAVE 25, respectively. Although having a different vessel geometry, ReadyToProcess WAVE 25 gave a representative reflection of the process at larger scale using the XDR-200 system. In conclusion, the combination of ReadyToProcess WAVE 25 and Xcellerex bioreactor systems offers a reliable, scalable solution for recombinant protein production in scales up to 2000 L.

For local office contact information, visit
http://bioprocess.gelifesciences.com/
GE Healthcare Bio-Sciences AB
Bj.rkgatan 30
751 84 Uppsala
Sweden
GE and GE monogram are trademarks of General Electric Company.
ActiCHO, BioProcess, Cellbag, ReadyToProcess, ReadyToProcess WAVE,
WAVE Bioreactor, Xcellerex, and UNICORN are trademarks of General
Electric Company or one of its subsidiaries.
CEDEX is a trademark of Roche. Bioprofile Flex is a trademark of Nova
Biomedical Corporation.
All other third party trademarks are the property of their respective owner.
Any use of UNICORN is subject to GE Healthcare Standard Software End-
User License Agreement for Life Sciences Software Products. A copy of this
Standard Software End-User License Agreement is available on request.
˝ 2014 General Electric Company—All rights reserved.
First published Sep. 2014
All goods and services are sold subject to the terms and conditions of
sale of the company within GE Healthcare which supplies them. A copy
of these terms and conditions is available on request. Contact your local
GE Healthcare representative for the most current information.
GE Healthcare UK Limited
Amersham Place, Little Chalfont
Buckinghamshire, HP7 9NA
UK
GE Healthcare Europe, GmbH
Munzinger Strasse 5
D-79111 Freiburg
Germany
GE Healthcare Bio-Sciences Corp.
800 Centennial Avenue, P.O. Box 1327
Piscataway, NJ 08855-1327
USA
GE Healthcare Japan Corporation
Sanken Bldg., 3-25-1, Hyakunincho
Shinjuku-ku, Tokyo 169-0073
Japan
Related Topics and Keywords
fed-batch process, mAb, manufacturing, monoclonal antibody, process development, ReadyToProcess WAVE 25, rocking bioreactor systems, seed culturing, Single-use technologies, Xcellerex bioreactor platform
Subscribe to our FREE newsletter and WEBINAR UPDATES
We will not sell or give your information to a third party. See our Privacy Policy