Downstream scale-up purification of influenza virus using single-use bioprocessing equipment
Posted on November 5, 2014
This application note describes a case study where live influenza virus was purified using single-use bioprocessing technology. The GE Healthcare ReadyToProcess™ single-use platform is a flexible manufacturing platform which facilitates easy handling of virus solutions and helps improve productivity. As model system for a live, attenuated influenza virus vaccine, a A/H1N1/Solomon Island strain produced in Vero cells was used. Total process time for the downstream purification was 3 days and the overall scale-up process resulted in production of influenza virus with the same yield and purity as obtained in the laboratory scale.
Introduction
The vaccine manufacturing industry is continuously seeking more flexible and time-saving solutions for a quicker response to pandemic outbreaks (1, 2). For influenza virus, vaccine is traditionally produced in fertilized hen eggs and purified in fixed steel equipment. In this application note we describe the scale-up of a downstream purification process of cell-based influenza virus, from a 10 L cell culture to the purification from a 50 L culture using ReadyToProcess single-use technology. The ReadyToProcess platform offers a disposable and scalable process solution for fluid handling. Single-use technology reduces the need for time-consuming device preparations, such as cleaning and cleaning validation, and minimizes the risk for cross-contamination, all essential parameters in traditional vaccine manufacturing. For this study, Vero cells were grown on microcarriers and infected with influenza virus (A/H1N1) (3). Virus particles were subsequently purified using robust and scalable single-use filtration and chromatography techniques. Figure 1 displays an overview of the influenza virus purification process using ReadyToProcess equipment. The downstream scale-up purification process resulted in a similar virus yield and purity as obtained in the laboratory-scale process. 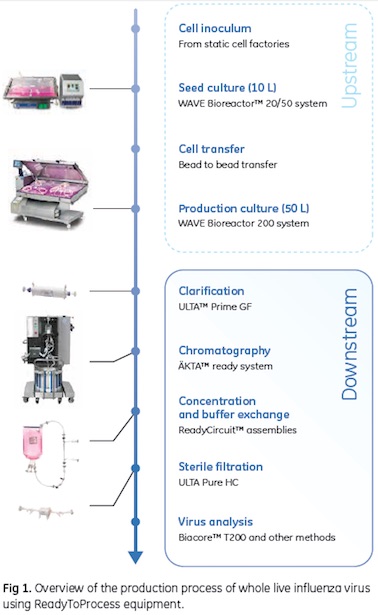
Materials and methods
In the laboratory-scale experiment, standard equipment was used for the downstream purification of influenza virus from a 10 L cell culture. The laboratory-scale, chromatography based purification process was subsequently scaled up 62.5‑fold. In the scaled-up process, ReadyToProcess singleuse equipment was used for downstream virus purification from a 50 L cell culture. An overview of the downstream laboratory-scale and scaled-up purification processes is shown in Figure 2.
Cell culture and infection
Vero cells were cultured in WAVE Bioreactor 20/50 system and WAVE Bioreactor 200 system (GE Healthcare Life Sciences) for the 10 L laboratory-scale culture and the 50 L scaled-up culture, respectively. The cells were grown on Cytodex™ 1 microcarriers (GE Healthcare Life Sciences)with a concentration of 3 g/L and in Dulbecco’s modified eagle medium (DMEM)/Ham’s F12 (GE Healthcare Life Sciences) supplemented with fetal bovine serum (50 g/L) (GE Healthcare Life Sciences) and Pluronic™ F-68 (2 g/L) (Sigma-Aldrich Co.). Prior to virus infection, cells were washed with serum-free DMEM/Ham’s F-12. At a concentration of about 2 Å~ 106 cells/mL, cells were infected with virus at a multiplicity of infection of 4 Å~ 10-3 (the ratio infectious virus particles to number of cells) and a trypsin concentration of 2 mg/L. Prior to harvest, microcarriers were allowed to settle in the Cellbag™ bioreactor chamber (GE Healthcare Life Sciences). Virus was harvested 3 to 4 d after infection. Time of harvest was based on visual inspection of cytopathic effect and measurement of virus particles. A more detailed description of the cell culturing and virus infection and harvest is given in the application note 29-0435-48 (3).
Purification of influenza virus using ReadyToProcess Harvest clarification
The harvest clarification was performed by normal flow filtration in a closed system using ReadyMate™ aseptic connectors and ReadyCircuit disposable tubing assemblies, bags, and sensors (all from GE Healthcare Life Sciences). The outline of the clarification process is displayed in Figure 3. All solutions used in the process were sterile filtered into ReadyCircuit bags before use. Priming of tubing and ULTA Prime GF filter capsules (GE Healthcare Life Sciences) with buffer was performed simultaneously with the calibration of the Watson-Marlow™ pump flow rates (Watson-Marlow Pumps Group, Cornwall, UK).  Cell medium containing live influenza virus was transferred by peristaltic pumping (120 L/m2 /h) to two serial-connected ULTA Prime GF capsules. PBS buffer was used to prime and rinse the system. The clarified harvest was collected in a 100 L ReadyCircuit bag. To prepare for the following chromatography purification step, the conductivity was adjusted with 5 M NaCl to approximately 48 mS/cm (0.5 M NaCl). The clarified harvest was mixed by pumping until stable conductivity readings were reached. A sample bag was connected to the mixing circuit allowing sampling via the clave port. Samples were withdrawn and stored at +5ÅãC for hemagglutinin (HA), host cell protein (HCP), and total protein analysis and at -70ÅãC for host cell DNA analysis.
Cell medium containing live influenza virus was transferred by peristaltic pumping (120 L/m2 /h) to two serial-connected ULTA Prime GF capsules. PBS buffer was used to prime and rinse the system. The clarified harvest was collected in a 100 L ReadyCircuit bag. To prepare for the following chromatography purification step, the conductivity was adjusted with 5 M NaCl to approximately 48 mS/cm (0.5 M NaCl). The clarified harvest was mixed by pumping until stable conductivity readings were reached. A sample bag was connected to the mixing circuit allowing sampling via the clave port. Samples were withdrawn and stored at +5ÅãC for hemagglutinin (HA), host cell protein (HCP), and total protein analysis and at -70ÅãC for host cell DNA analysis. 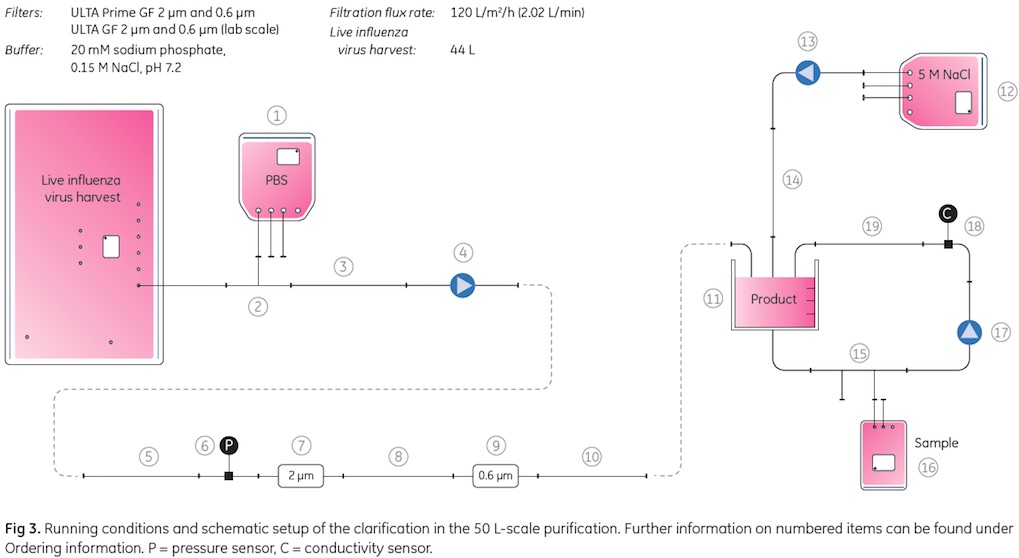
Prestudy of chromatography setup and conditions
The aim of the prestudy was to evaluate how the overall process, including all purification steps used in the scaleup study, was affected by operating columns packed with Capto Q and Capto Core 700 medium (resin) separately or in series. Different flow velocities were tested with live influenza virus in the laboratory scale. The experimental setups of the prestudy are visualized in Figure 4. The prestudy was performed in flowthrough mode, with 40 mL Capto Q medium in prepacked HiScale™ 16/40 column and 16 mL Capto Core 700 medium in Tricorn™ 10/200 column (all from GE Healthcare Life Sciences) .KTAexplorer™ chromatography system (GE Healthcare Life Sciences) was used to operate the chromatography columns and 20 mM Tris, 0.5 M NaCl, pH 7.5 buffer was used for equilibration of the columns. 
Outcome of the prestudy
Figure 5 A to D summarizes the results from the prestudy in terms of HA yield (%), host cell DNA-to HA ratio, total proteinto- HA ratio, and HCP-to-HA ratio. 
 Similar process yield and purity after the last sterile filtration step was obtained in all three setups. To achieve a significant reduction in process time, the laboratory-scale prestudy shows that it is possible to run the chromatography columns in series with similar process yield and purity as when running the columns separately.
Similar process yield and purity after the last sterile filtration step was obtained in all three setups. To achieve a significant reduction in process time, the laboratory-scale prestudy shows that it is possible to run the chromatography columns in series with similar process yield and purity as when running the columns separately.
Chromatography
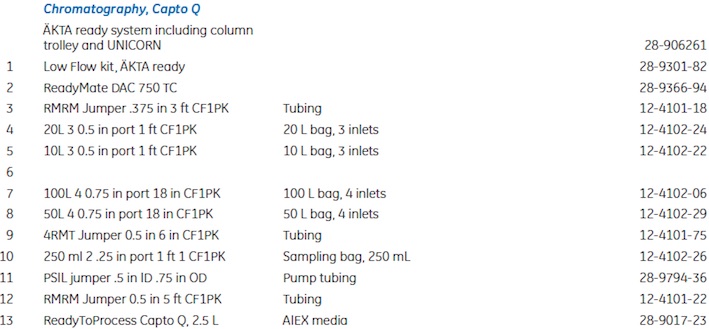
The .KTA ready chromatography system (GE Healthcare Life Sciences) together with a 2.5 L ReadyToProcess Capto Q column (GE Healthcare Life Sciences) was used for purification of virus from host cell DNA. By adjusting conductivity to approximately 48 mS/cm (as described above in present study), virus was passed in the flowthrough while the DNA, which is strongly negatively charged, bound to positive Q groups on the matrix. The load of DNA/mL on the Capto Q column was approximately 3.5 μg/mL and the flow velocity was 250 cm/h. Despite the high flow velocity, pressure drop over the column could be kept below 0.7 bar because of the construction of the Capto base matrix. In the following purification step, impurities, such as HCP and hydrophobic components, were removed in a 1 L ReadyToProcess Capto Core 700 column with 20 cm bed height (GE Healthcare Life Sciences). Capto Core 700 is composed of an inactive shell of agarose and an inner core with a multimodal ligand (octylamine) attached to it. Entities with a molecular weight (Mr ) larger than approximately Mr 700 000 will pass outside the bead while smaller entities can diffuse into the bead and bind to the inner core ligand. The binding of impurities to the octylamine ligand are not affected by pH, conductivity, or common buffer compositions. The protein binding capacity of Capto Core 700 is approximately 13 mg ovalbumin/mL medium. Protein load was approximately 7.5 mg/mL medium and the flow velocity was 250 cm/h, giving a column pressure drop of 0.4 bar. Figure 6 summarizes the running conditions and chromatography setup. Samples from the chromatography purification steps were collected from the 100 L ReadyCircuit bag via a 250 mL sample bag and stored for subsequent yield and purity analysis as previously described under Harvest clarification. 

Concentration and buffer exchange
The virus concentration and buffer-exchange step included ultrafiltration and diafiltration using a ReadyToProcess hollow fiber cartridge (GE Healthcare Life Sciences). The virus solution was concentrated from 63 L to 2.7 L by ultrafiltration. By diafiltration, the viral particles were transferred to an appropriate buffer for the final sterile filtration step. Diafiltration was performed by continuously exchanging the retentate with six filter volumes of buffer. Running conditions and experimental setup are illustrated in Figure 7. 

Sterile filtration
Prior to sterile filtration, the flow path including tubing, pump, pressure sensor, and filter was primed with buffer to detect any leakage. The experimental setup is displayed in Figure 8. Single-use materials, such as bags, tubing, and filters were treated with 1 M sodium hydroxide and autoclaved before disposal according to local waste treatment routines. However, as the system is closed, inactivation of virus in tubing, bags, and filters might not be needed before disposal. 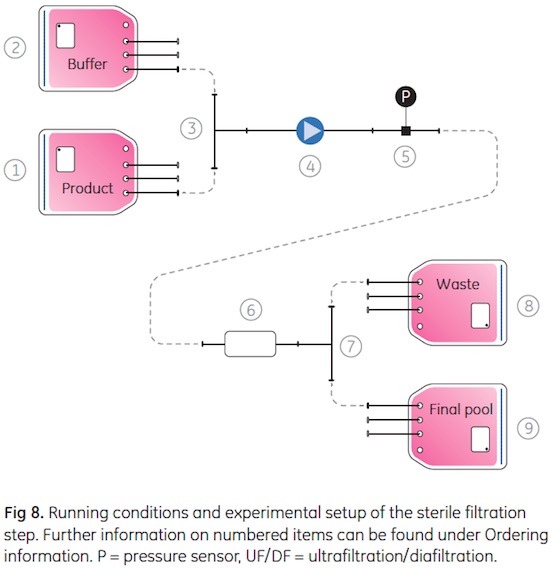
Analytical methods Determination of virus content Samples taken during the infection phase and chromatographic purification were analyzed for virus activity using 50% tissue culture infective dose (TCID50), amount of virus particles with Virus Counter 2100 (ViroCyt, Denver, CO, USA), and for HA concentration with Biacore T200 system (GE Healthcare Life Sciences) (4, 5). More detailed descriptions are given in the application note 29-0435-48 (3).
Determination of impurities Host Cell DNA
Host cell DNA was quantified by quantitative PCR using primers specific to Vero cell gene S4x rRNA. Sample preparation of genomic DNA was performed using illustra™ GFX™ PCR DNA and Gel Band Purification Kit (GE Healthcare Life Sciences). Genomic DNA from Vero cells was purified using illustra tissue and cell genomicPrep Mini Flow Kit (GE Healthcare Life Sciences) and used as reference material.
Total protein assay
Total protein content was measured by Bradford total protein assay (6).
Host cell protein
Host cell protein was quantified using Biacore 200T system with sensor Chip CM5 (GE Healthcare Life Sciences). In-house produced specific polyclonal antibodies against Vero cell lysate proteins were immobilized on the dextran matrix surface of the sensor chip. Samples were injected and HCP were allowed to bind to the immobilized surface antibodies. A calibration curve with Vero cell lysate was included three times in each run: initially, in the middle, and at the end. The calibration curves were used for software normalization for accurate concentration determination of the samples.
Results and discussion
Scale-up study using ReadyToProcess equipment
The outcome from the various steps (i.e., raw harvest, clarification, chromatography, ultrafiltration and diafiltration, and sterile filtration) of the influenza purification process from both 10 L and 50 L production scales is shown in Figure 9 A to E. 
 The overall process time for the downstream purification in the scale-up study was 3 days, resulting in comparable process yield and purity of influenza virus as obtained in the laboratory-scale experiment. The overall process HA yield was about 25% from the 50 L culture and 50% from the 10 L culture. Differences can be seen between steps and scales that may be explained by variation in analysis methods. The loss in HA and virus yields during the final sterile filtrate step is probably due to the close relation in size of the virus (100 to 120 nm) and the pore profile in the sterile filter.
The overall process time for the downstream purification in the scale-up study was 3 days, resulting in comparable process yield and purity of influenza virus as obtained in the laboratory-scale experiment. The overall process HA yield was about 25% from the 50 L culture and 50% from the 10 L culture. Differences can be seen between steps and scales that may be explained by variation in analysis methods. The loss in HA and virus yields during the final sterile filtrate step is probably due to the close relation in size of the virus (100 to 120 nm) and the pore profile in the sterile filter.
Comparison to regulatory specifications
As there is no approved cell-based LAIV on the market today, no regulatory requirements in terms of impurities are established. Hence, the output from the scaled-up production is compared to a commercially available specification for a nasal LAIV and a specification for eggbased, split-inactivated influenza vaccine from WHO (8). Study outcome is summarized in Table 1. Assuming a nasal route of administration and doses of 107 infectious particles per 0.2 mL dose, the amount of host cell DNA in the scaled-up production was shown to be below the acceptance level (10 ng/dose) defined by WHO. The host cell protein amount per dose and strain in the scaled-up production was also shown to be below acceptance level of WHO. The outcome from the scaled-up production indicates that it is possible to obtain approximately 3000 doses/L harvest, corresponding to harvests of 325 L for 1 million doses (calculations based on specification for nasal LAIV) and 175 doses/L harvest corresponding to harvests of 5760 L for 1 million doses (calculations based on specification for splitinactivated vaccine).
Conclusions
In this case study, the downstream purification of cell-based influenza virus from a 50 L cell culture using ReadyToProcess single-use technology demonstrates high productivity and efficient removal of host cell derived impurities, with maintained virus infectivity. Similar process yield and purity was obtained from the scaled-up purification of influenza virus from a 50 L cell culture using ReadyToProcess single-use technology, as from the viral purification from a 10 L cell culture using standard equipment. The case study described in this application note is not a fully optimized process. Further optimization of the process is necessary prior to use in vaccine manufacturing.
References
1. Pau, M.G., Ophorst, C., Koldijk, M.H., Schouten, G., Mehtali, M., and Uytdehaag, F. The human cell line PER.C6 provides a new manufacturing system for the production of influenza vaccines, Vaccine 19: 2716-2721 (2001)
2. Kistner, O., Barrett, P.N., Mundt, W., Reiter, M., Schober-Bendixen, S., Dorner, F. Development of a mammalian cell (Vero) derived candidate influenza virus vaccine. Vaccine 16, 960-968 (1998)
3. Application note: Scale-up of adherent Vero cells grown on Cytodex microcarriers using single-use bioprocessing equipment, GE Healthcare, 29-0435-48, Edition AB (2014)
4. Nilsson, C.E., Abbas, S., Bennemo, M., Larsson, A., H.m.l.inen, M.D., and Frostell- Karlsson, A. A novel assay for influenza virus quantification using surface plasmon resonance. Vaccine 28:759–766 (2010)
5. Application note: Biacore biosensor assays for quantitation of influenza virus and HCP, GE Healthcare, 28-9771-57, Edition AB (2010)
6. Bradford, M.M. A rapid and sensitive method for the quantitation of microgram quantities of protein utilizing the principle of protein-dye binding. Anal. Biochem. 72: 248-254 (1976).
7. Recommendations for the production and control of influenza vaccine (inactivated). World Health Organization Tech Rep Ser 927:103. (2005) 8. White paper: Overview of a scale-up of a cell based influenza virus production process using single-use bioprocessing equipment, GE Healthcare, 29-0435-51, Edition AC (2014)




For local office contact information, visit www.gelifesciences.com/contact www.gelifesciences.com/bioprocess
GE Healthcare Bio-Sciences
AB Bj.rkgatan 30 751
84 Uppsala
Sweden
GE and GE monogram are trademarks of General Electric Company.
.KTA, .KTAexplorer, Biacore, BioProcess, Capto, Cellbag, Cytodex, GFX, HiScale, illustra, ReadyCircuit, ReadyMate, ReadyToProcess, Tricorn, ULTA, and WAVE Bioreactor are trademarks of General Electric Company or one of its subsidiaries. Pluronic is a trademark of BASF. Watson- Marlow is a trademark of Watson-Marlow. All other third party trademarks are the property of their respective owner. ReadyMate is covered by US patent number 6,679,529 B2 owned by Johnson & Boley Holdings, LLC and licensed to GE Healthcare companies. 2013–2014 General Electric Company—All rights reserved. First published Apr. 2013 All goods and services are sold subject to the terms and conditions of sale of the company within GE Healthcare which supplies them. A copy of these terms and conditions is available on request.
Contact your local GE Healthcare representative for the most current information.
GE Healthcare UK Limited
Amersham Place,
Little Chalfont
Buckinghamshire,
HP7 9NA
UK
GE Healthcare Europe,
GmbH Munzinger Strasse 5
D-79111
Freiburg
Germany
GE Healthcare Bio-Sciences Corp.
800 Centennial Avenue,
P.O. Box 1327
Piscataway,
NJ
08855-1327
USA
GE Healthcare Japan Corporation
Sanken Bldg.,
3-25-1,
Hyakunincho
Shinjuku-ku,
Tokyo 169-0073
Japan
http://bioprocess.gelifesciences.com/
Related Topics and Keywords
Cell culture, cell-based influenza virus, chromatography, downstream, downstream purification, downstream scale-up purification process, fluid handling, KTA ready chromatography system, manufacturing, Purification of influenza virus, ReadyToProcess, ReadyToProcess single-use technology, single-use, single-use bioprocessing technology, Single-use technologies, vaccine manufacturing, Vero cells
Subscribe to our FREE newsletter and WEBINAR UPDATES
We will not sell or give your information to a third party. See our Privacy Policy